Supplementary functions
-
- A work spindle which supports continuous rotation for cylindrical grinding is necessary for this version.
- This option demands items no. CH-50052350 (Simple milling cutters), CH-50052370 (Simple drills / step drills) or CH-50052150 (Form cutters).
-
- This add-on option includes the following functions:
- Overlapping of a sin wave movement in order to modify the diameter (polygon modification) for the following operations:
- Flutes (only in form cutter module), manual step face cam, manual grinding path, plunge grinding (only in form cutter module)
- Possible applications: flow drills, add-on operations for forming taps. - Grinding operation: manual profile grinding path
- Grinding of a profile which can be defined on a plane.
- Grinding procedure: peripheral grinding in form direction.
- Possible application: Grinding of seats for inserts. - Automatic orientation of the grinding point at 12 o'clock for the manual flute when using shape wheels. Can Only be used in drill module.
- Correction profile for form cutters and form steps.
- Multi angle point
- Independent flute
- Variable helix for burrs
- Variable gash-out angle for drill S-gash-out
- Flute-X
- Gash-out-X
- Rake surface along radius X
- Helix angle difference from ballnose to OD
- Cup wheel type 11V5
- Chisel edge on radius geometry (straight or s-shaped)
- For this option at least one of the following articles is needed: CH-50052150 (Form cutters), CH-50052360 (Complex milling cutters) or CH-50052380 (Complex drills / step drills).
-
- Detailed specifications on demand. Using this function for the first time needs an instruction by a NUMROTO engineer.
- Also depending on how the function should be used, customer specific adaptations might be needed. If needed a quote can be requested for such adaptations
- For this option at least one of the following articles is needed:
CH-50052150 (Form cutters), CH-50052300 (Burrs), CH-50052350 (Simple milling cutters), CH-50052370 (Simple drills / step drills). - In addition the following options are needed:
CH-50052660 (Collision checking with 3D machine simulation), CH-50052670 (3D tool simulation), CH-50052480 (Special grinding functions).
-
- Control of the feedrate in function of the grinding spindle current.
- Optionally only reduction of the feed rate when exceeding a definable limit. Included is a monitoring tool with which the current set point (programmable variable) can be easily determined.
- A one-time adjustment per machine or grinding spindle configuration is required at a charge.
- This also includes appropriate commissioning and on-site training.
- This option is currently only available for certain grinding spindle configurations.
- For machines with the Axium CNC and/or the use of a frequency converter, it must first be clarified whether this function can be adapted at all.
-
Continuous output of the following parameters in an XML file:
- Name of the current tool
- Calculated grinding time for current tool
- Calculated grinding time for the job list
- Number of tools in the job list
- Status of current job
- Further information about machine, NUMROTO version etc.
In addition the current action (grinding, probing) is mapped in an E-parameter.
-
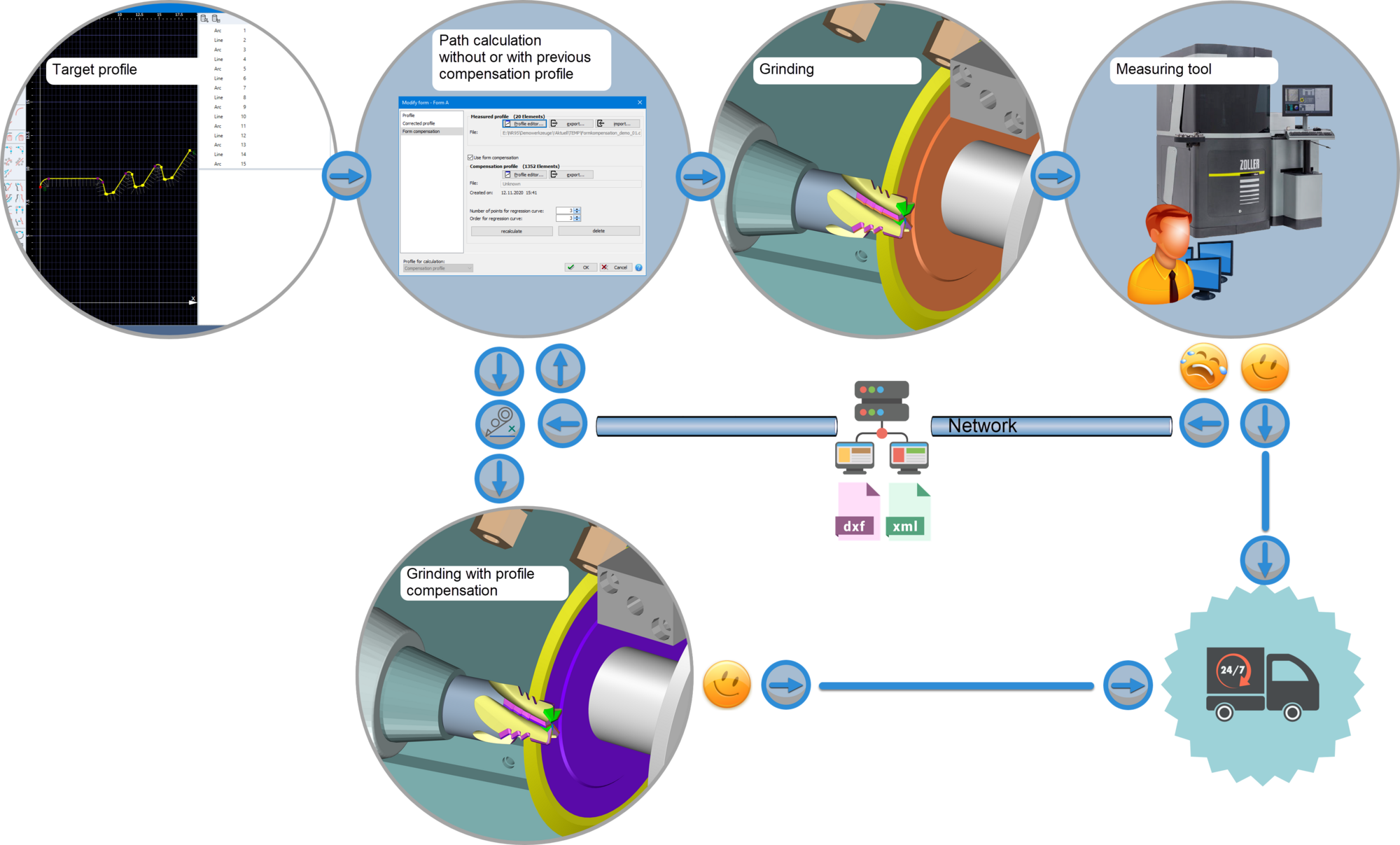
- Every profile of a form cutter can be compensated by means of a measuring profile.
- This compensation can be done several times. There is a filter for noisy measurements.
- The compensation shifts the contact point, but does not change the the orientation of the grinding wheel.
- This option demands item no. CH-50052150 (Form cutters)