Logiciel perfectionné de simulation de commande numérique : simplification de la production d’une nouvelle gamme de forets hélicoïdaux
Les rectifieuses multi-axes à commande numérique utilisant le logiciel de simulation et de commande 3D NUMROTOplus de NUM permettent à la société Miller Präzisionswerkzeuge GmbH de fabriquer une nouvelle gamme de forets hélicoïdaux au carbure MAPAL. Ces nouveaux forets comportent des profils de coupe complexes optimisés pour augmenter les vitesses de coupe.
Le logiciel NUMROTOplus a permis à Miller Präzisionswerkzeuge de visualiser et d’optimiser l’usinage 3D complexe des nouveaux forets, avant de les produire en grande série. “ NUMROTO nous a aidé à mettre au point nos plus récents forets MAPAL, nous avons intensivement utilisé les fonctions sophistiquées de simulation 3D du logiciel NUMROTOplus, y compris ses procédures de supervision de collisions, pour optimiser notre fabrication ” déclare Ulrich Krenzer, Directeur technique de Miller Präzisionswerkzeuge.

“ Nous utilisons les logiciels de commande numérique NUM depuis de nombreuses années, nous sommes aujourd’hui entrain de généraliser leur utilisation sur toutes nos machines. Cette standardisation, associée à une interface utilisateur homogène nous permet de réduire les frais de formation et d’obtenir une productivité maximale tout en conservant la qualité des produits qui ont fait notre réputation. ”

Pour répondre à la demande, Miller Präzisionswerkzeuge a récemment doublé ses services de R&D et de fabrication à Altenstadt (Allemagne), en ouvrant une toute nouvelle surface de production de 7 000 m2 en Novembre 2008. Cette unité de production héberge plus de 40 rectifieuses à commande numérique équipées du logiciel NUMROTOplus qui fonctionnent 24 heures/24, 365 jours par an. Il s’agit de l’une des plus modernes usines de production d’outils au carbure au monde. Il est aujourd’hui universellement reconnu que 30 % du temps de production des machines est consacré aux opérations de perçage. Il s’agit généralement d’usinages de trous de centrage et de pré-centrage, de perçage, d’alésage, de fraisage, de chanfreinage et de décolletage. La réalisation de certaines opérations en une seule fois permet de diminuer considérablement les temps d’usinage, dès lors que les outils offrent des profils optimisés pour les diverses tâches ; la prise en compte de certains facteurs tels que l’évacuation des copeaux, la dissipation thermique et la stabilité des outils demeure essentielle.

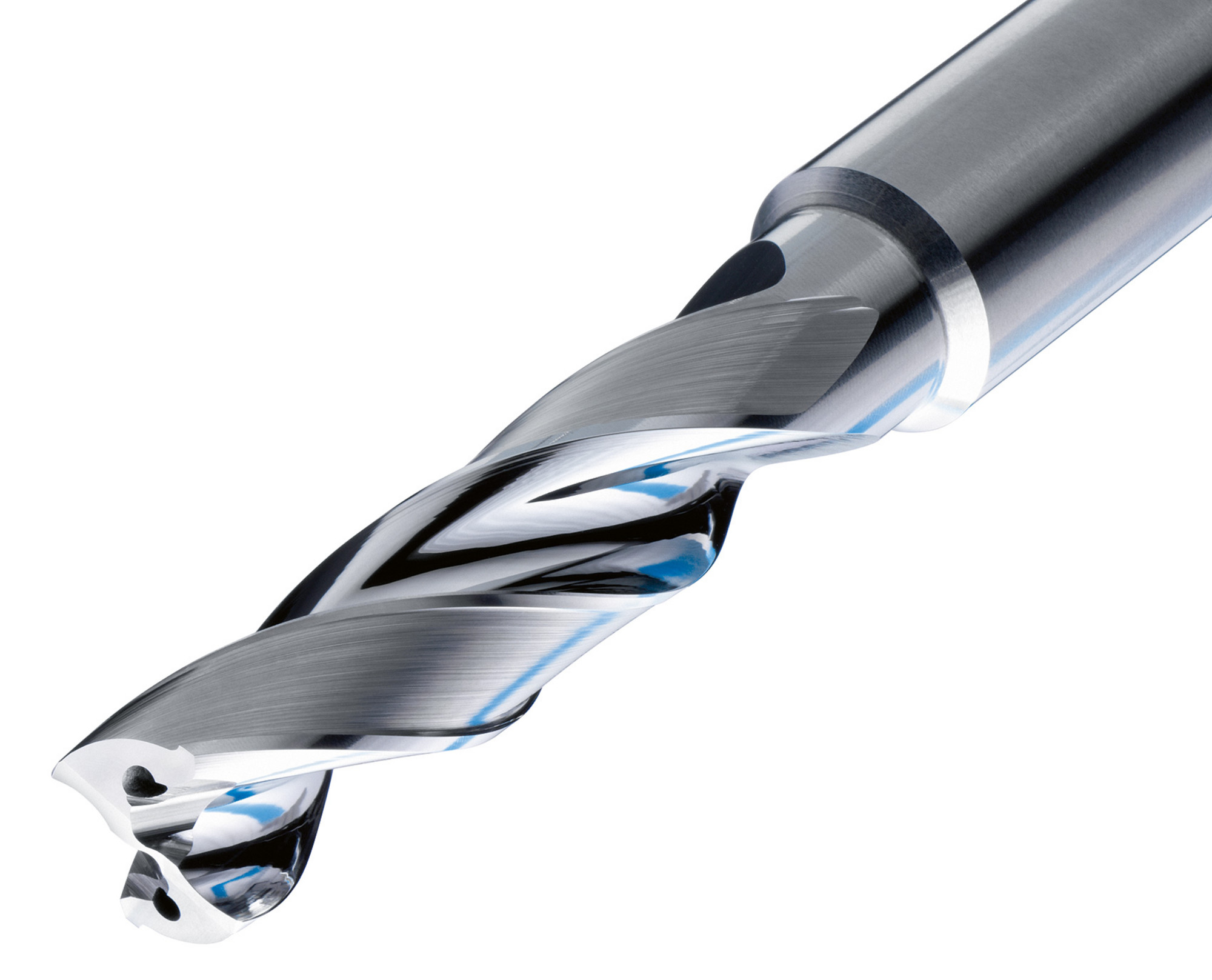

La nouvelle gamme MAPAL ‘Mega Speed Drill’ est conçue pour le perçage rapide de l’acier. Elle comporte une pointe asymétrique et des arêtes tranchantes renforcées. Les 3 bords sont conçus de façon à ce que le diamètre du foret soit légèrement supérieur à la cote du trou et que le frottement entre les bords et la pièce soit minimal. Grâce à cette géométrie, le foret est pratiquement insensible aux températures élevées des arêtes tranchantes et à l’usure. La géométrie particulière et polie des goujures garantit le passage libre des copeaux. Le foret peut fonctionner à une vitesse de coupe d’environ 200 m/min pour l’usinage de l’acier ; les temps de perçage sont ainsi réduits de 70 % par rapport aux produits classiques.
Par exemple, pour le perçage de l’acier recuit 42CrMo4 dans ces conditions de coupe, la durée de vie typique de l’outil est égale à 60 à 70 m : le coût de production d’un alésage est réduit de 50 %. Miller Präzisionswerkzeuge vient de mettre au point un foret hélicoïdal qui réalise un alésage avec un fond à 180 degrés. Auparavant, cela nécessitait 2 opérations d’usinage, une pour le perçage à la profondeur voulue, l’autre pour le lamage. Le profil particulier de la pointe du nouvel outil ‘Mega Drill 180’ permet de regrouper ces 2 opérations en un seul cycle machine. Les perçages sont rectifiés par un appointissage en S qui permet de contrôler correctement les copeaux et un flanc concave profilé qui réalise le fond plat. Cet outil est également utilisable pour réaliser des trous de centrage sur des surfaces inclinées. L’angle de point plat réduit dans ce cas les efforts radiaux par rapport aux forets classiques à angle de pointe de 140°.


(Octobre 2009)